



联系我们

- 电话:18202442058
- 拨打:18202442058
- 传真:024-83787178
- Q Q:3237002376 在线联系
- 点击:sycbntools@126.com
- 地址:辽宁省沈阳市浑南新区世纪路25号
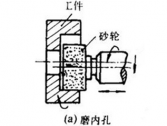
Q:什么是砂轮高速磨削?2015.09.23

名称: 有问必答
一、高速磨削机理
砂轮速度提高后,使单位时间内通过磨削区的磨粒数增加。若进给量保持与普通磨削时相同,则高速磨削时每颗磨粒切削厚度变薄,同时使每颗磨粒的负荷减小。
二、高速磨削特点
1.生产效率高;如果高速磨削切削厚度保持与普通磨削一样,则高速磨削可相应提高进给量,所以生产率比普通磨削高30%-100%;
2.砂轮使用寿命可提高;由于每颗磨粒上所承受的切削负荷减小,则每颗磨粒的磨削时间可相对延长,因此可提高砂轮的使用寿命;
3.提高精度和减小磨削表面的粗糙度;由于每颗磨粒切削厚度变薄,每颗磨粒在通过磨削区时,在工件表面上留下的磨痕深度减小。同时,由于速度提高,使磨削表面由于塑性变形而形成的隆起高度也减小,因此可减小磨削表面粗糙度;
4.改善磨削表面质量。在高速磨削时,需要相应提高工件转速,使砂轮与工件的接触时间缩短,这样使传至工件的磨削热减少,从而减少或避免产生烧伤和裂纹的现象。
评论

暂时没有评论~