



联系我们

- 电话:18202442058
- 拨打:18202442058
- 传真:024-83787178
- Q Q:3237002376 在线联系
- 点击:sycbntools@126.com
- 地址:辽宁省沈阳市浑南新区世纪路25号
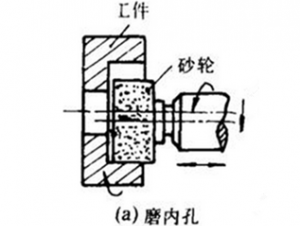
Q:粗磨内孔选哪款内孔磨砂轮?2015.08.27
名称: 有问必答
根据不同的磨削工件材质及加工精度要求选择砂轮类型,具体如下:
1.棕刚玉 A(GZ) 磨削碳钢、合金钢、可锻铸铁、硬青铜等
2.白刚玉 WA(GB) 精磨淬火钢、高碳钢、高速钢及薄壁零件
3.黑色碳化硅 C(TH) 磨削铸铁。黄铜、铝、耐火材料及非金属材料
4.绿色碳化硅 GC(TL) 磨削硬质合金、光学玻璃、宝石、玉石、陶瓷、珩磨发动机气缸套等
5.人造金刚石 SD(JR) 磨削硬质合金、宝石等高硬度材料
6.立方氮化硼 CBN(JLD) 磨削、研磨、珩磨各种既硬又韧的淬火钢和高钼、高矾、高钴钢、不锈钢
备注:粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。精磨时,余量较小,要求粗糙度值较低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗糙度愈好。
评论

暂时没有评论~